
ສ່ວນປະກອບຫຼັກ ແລະ ຄວາມສາມາດໃນການເຮັດວຽກຂອງເຄື່ອງເຕີມເຄື່ອງດື່ມທີ່ມີຟອງ
ວິທີການເຕີມດ້ວຍຄວາມດັນຕ້ານເພື່ອຮັກສາລະດັບ CO2
ອຸປະກອນເຕີມເຄື່ອງດື່ມທີ່ມີຟອງໃນປັດຈຸບັນອີງໃສ່ເຕັກໂນໂລຊີຄວາມດັນຕ້ານເພື່ອຮັກສາຄວາມດັນໄວ້ທີ່ປະມານ 3 ເຖິງ 5 ບາຣ໌ ພາຍໃນ, ເຊິ່ງຊ່ວຍປ້ອງກັນການສູນເສຍ CO2 ທີ່ມີຄຸນຄ່າຢ່າງຫຼາຍເວລາທີ່ເຄື່ອງດື່ມຖືກເຄື່ອນຍ້າຍ. ເມື່ອຄວາມດັນຖືກຮັກສາໃຫ້ສົມດຸນລະຫວ່າງຂວດ ແລະ ຖັງເກັບທີ່ໃຫຍ່, ຜູ້ຜະລິດສາມາດຮັກສາ CO2 ໄວ້ໄດ້ປະມານ 98% ຂອງຈຳນວນທັງໝົດ. ນີ້ດີກວ່າວິທີການເຕີມໃນສະພາບແວດລ້ອມທີ່ບໍ່ມີການຄວບຄຸມຄວາມດັນ (atmospheric methods) ທີ່ເຄີຍໃຊ້ກັນມາກ່ອນ ເຊິ່ງຕາມທີ່ບໍ່ລະບຸໄວ້ໃນວາລະສານ Beverage Production Quarterly ມີພຽງແຕ່ 78% ເທົ່ານັ້ນທີ່ຮັກສາໄວ້ໄດ້. ປະໂຫຍດທີ່ແທ້ຈິງ? ເຄື່ອງດື່ມຈະຍັງຄົງມີຟອງຕາມທີ່ສັນຍາໄວ້ ແລະ ລຸດຜະລິດຕະພັນທີ່ສູນເສຍໄປໄດ້ລະຫວ່າງ 12 ເຖິງ 15% ຕໍ່ການຜະລິດແຕ່ລະລຸ້ນ.
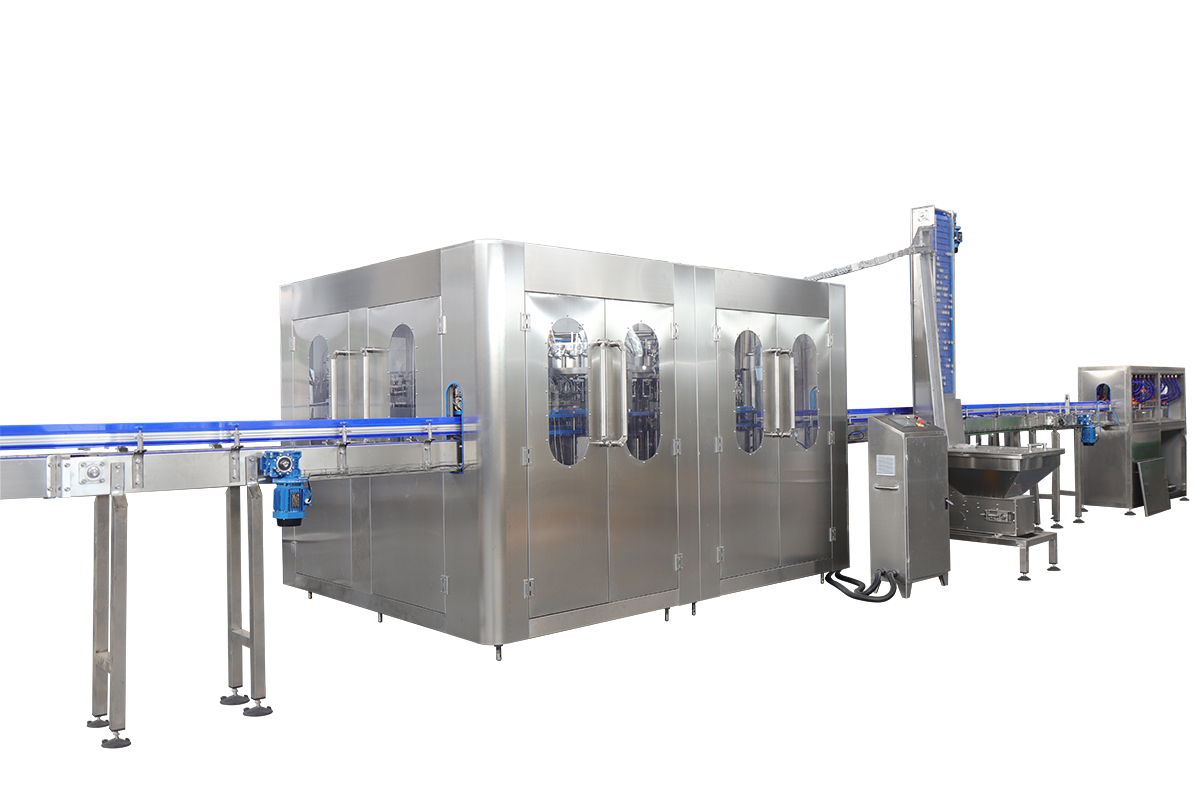
ມອດູນທີ່ຈຳເປັນ: ເຄື່ອງລ້າງ, ເຄື່ອງເຕີມ, ເຄື່ອງປິດຝາ, ແລະ ການເຊື່ອມຕໍ່ລະບົບເຄື່ອງສົ່ງ
ແຕ່ລະແຖວການເຕີມທີ່ມີປະສິດທິພາບສູງຈະປະກອບດ້ວຍສີ່ລະບົບຍ່ອຍທີ່ເຮັດວຽກຮ່ວມກັນຢ່າງເປັນເວລາ:
- ເຄື່ອງລ້າງທີ່ມີຄວາມດັນສູງ : ສະອາດບໍລິສຸດຂວດດ້ວຍແສງນ້ຳທີ່ມີອຸນຫະພູມ 85°C
- ເຄື່ອງເຕີມແບບລ້ຽວ : ດຳເນີນການ 600–800 ຕູ້ຕາມຕ້ອງການຕໍ່ຊົ່ວໂມງດ້ວຍຄວາມຖືກຕ້ອງຂອງປະລິມານ ±1.5%
- ເຄື່ອງປິດຝາທີ່ຄວບຄຸມດ້ວຍແຮງບິດ : ຕິດຕັ້ງຝາປິດດ້ວຍແຮງບີບ 15–25 Nm ເພື່ອໃຫ້ປິດຢ່າງປອດໄພ
- ເຄື່ອງສົ່ງທີ່ປັບຄວາມໄວໄດ້ : ຮັກສາອັດຕາການຫຼືນທີ່ຄົງທີ່ທີ່ 2.8–3.2 ແມັດຕີຕໍ່ນາທີ
ການວິເຄາະຂອງອຸດສາຫະກຳສະແດງໃຫ້ເຫັນວ່າການບັນຈຸເຂົ້າກັບກັນຢ່າງເປັນເນື້ອເດີນຂອງມອດູນເຫຼົ່ານີ້ຈະຫຼຸດຜ່ອນເວລາທີ່ເຄື່ອງຈັກຢຸດເຮັດວຽກລົງ 40% ເມື່ອທຽບກັບການຕິດຕັ້ງແບບເປັນເອກະລາດ ຫຼື ບໍ່ເຊື່ອມຕໍ່ກັນ
ການປະກອບລະບົບການຄວບຄຸມຄຸນນະພາບ ແລະ ລະບົບການກວດຫາການຮັ່ວໄຫຼ
ເສັ້ນຜະລິດທີ່ທັນສະໄໝໃນປັດຈຸບັນມີເຕັກໂນໂລຢີການຮັບປະກັນຄຸນນະພາບທີ່ຖືກບັນຈຸເຂົ້າໃນລະບົບ:
| ເຕັກໂນໂລຊີ | ຟັງຊັນ | ອັດຕາການກວດພົບຂໍ້ບົກບ່ອນ |
|---|---|---|
| ເຄື່ອງສະແກນດ້ວຍເທັກໂນໂລຢີດ້ານການເບິ່ງ | ການກວດສອບຄວາມຖືກຕ້ອງຂອງການຈັດຕັ້ງຝາປິດ | 99.7% |
| ເຄື່ອງກວດຈັບການຮັ່ວໄຫຼດ້ວຍເລເຊີ | ຕິດຕາມການສູນເສຍຄວາມດັນ | ຄວາມໄວ້ທຳ sensitivit ຢູ່ທີ່ 0.02 ບາຣ໌/ວິນາທີ |
| ຜູ້ກວດສອບດ້ວຍຮັງສີເອັກ | ຢືນຢັນລະດັບການເຕີມ | ຄວາມຖືກຕ້ອງ ±0.5 ມີລີແມັດ |
ເປັນການຮ່ວມກັນຂອງລະບົບເຫຼົ່ານີ້ ສາມາດຫຼຸດຄວາມສ່ຽງໃນການເອີ້ນຄືນສິນຄ້າໄດ້ 32% ແລະ ຮັກສາການສູນເສຍສິນຄ້າໃຫ້ຕ່ຳກວ່າ 0.1% ໃນເວລາເຮັດວຽກປົກກະຕິ 8 ຊົ່ວໂມງ
ການວາງແຜນການຈັດຕັ້ງທີ່ເປັນຢຸດທະສາດເພື່ອເພີ່ມປະສິດທິພາບຂອງການເຮັດວຽກ
ຍຸດທະສາດການຈັດເຂດຕາມການບູລະນາການຂອງການເຮັດວຽກໃນແຖວການບໍ່ດີ້ງ
ການໄດ້ຮັບຜົນໄດ້ປະໂຫຍດທີ່ດີທີ່ສຸດຈາກອຸປະກອນການເຕີມເຄື່ອງດື່ມທີ່ມີຟອງເກີດຂຶ້ນຈະຂຶ້ນກັບວິທີທີ່ພວກເຮົາຈັດລະບຽບສ່ວນຕ່າງໆ ຂອງຂະບວນການ. ເມື່ອຜູ້ຜະລິດແບ່ງພື້ນທີ່ການຜະລິດອອກເປັນເຂດຕ່າງໆ ທີ່ແຍກຕ່າງຫາກສຳລັບການລ້າງຂວດ, ການເຕີມຂວດ, ການປິດຝາປີ້ບ, ແລະການກວດສອບຄຸນນະພາບ, ມັນຈະຊ່ວຍຫຼຸດຜ່ອນການເຄື່ອນຍ້າຍຂອງພະນັກງານໃນເວລາທີ່ເຮັດວຽກ ແລະຮັກສາການເຄື່ອນໄຫວຂອງຂະບວນການໃຫ້ເປັນລະບຽບ. ການສຶກສາບາງຢ່າງທີ່ຖືກເຜີຍແຜ່ເມື່ອປີທີ່ຜ່ານມາ ໄດ້ສະແດງໃຫ້ເຫັນວ່າ ການຈັດແບ່ງເຂດດັ່ງກ່າວນີ້ ສາມາດຫຼຸດຜ່ອນການຍ້ອນກັບຂອງເທິງເຄື່ອງສົ່ງ (conveyor belt) ໄດ້ປະມານໜຶ່ງໃນສາມ ເມື່ອທຽບກັບການຈັດແບ່ງແບບເສັ້ນຕັ້ງທີ່ໃຊ້ກັນມາແຕ່ເດີມ, ເຊິ່ງເປັນສິ່ງທີ່ສຳຄັນຫຼາຍເມື່ອພະຍາຍາມຮັກສາລະດັບຂອງກາຊຄາບອນໄດອົກໄຊດ໌ໃນເຄື່ອງດື່ມໃຫ້ຄົງທີ່. ການຈັດຕັ້ງສະຖານີລ້າງ, ເຄື່ອງເຕີມ, ແລະເຄື່ອງປິດຝາປີ້ບໃນໄລຍະທີ່ປະມານຫົກແມັດເທີ ຈະເຮັດໃຫ້ການຖ່າຍໂອນຂວດຈາກຂັ້ນຕອນໜຶ່ງໄປອີກຂັ້ນຕອນໜຶ່ງເປັນໄປຢ່າງລຽບງ່າຍ. ອີງຕາມບົດບັນທຶກການຜະລິດເຄື່ອງດື່ມ (Beverage Production Journal) ປີ 2023, ການຈັດຕັ້ງດັ່ງກ່າວນີ້ສາມາດເພີ່ມຄວາມໄວໃນການຜະລິດໄດ້ເຖິງ 11 ເປີເຊັນ, ເຊິ່ງເປັນສິ່ງທີ່ສຳຄັນຫຼາຍໃນການຈັດການໂຮງງານໃນທົ່ວໄປ.
ການໃຊ້ຊອບແວຈຳລອງເພື່ອຈຳລອງການຫຼືນຂອງວັດສະດຸ ແລະ ປ້ອງກັນບ່ອນທີ່ມີການຄົງທື່
ຜູ້ຜະລິດຫຼາຍຂຶ້ນເລື້ອຍໆກຳລັງຫັນໄປໃຊ້ຊອບແວຈຳລອງ 3 ມິຕິເຊັ່ນ: FlexSim ແລະ AnyLogic ເມື່ອວາງແຜນແຖວການຜະລິດຂອງພວກເຂົາ. ໂປຣແກຣມເຫຼົ່ານີ້ວິເຄາະສິ່ງຕ່າງໆ ເຊັ່ນ: ມຸມຂອງເທິງເຄື່ອງສົ່ງ, ຈຸດທີ່ເຄື່ອງເຕີມຄວນຈະຕັ້ງ, ແລະ ຄວາມຖີ່ທີ່ຕ້ອງຕິດຕັ້ງປຸ່ມຢຸດເຄື່ອງฉຸກເຮືອນທົ່ວພື້ນທີ່ໂຮງງານເພື່ອຊອກຫາຈຸດທີ່ອາດເກີດບັນຫາ. ບໍລິສັດການບັນຈຸຂວດໃນເຂດໜຶ່ງຂອງທະວີບເອີໂຣບ ໄດ້ສ້າງແບບຈຳລອງດິຈິຕອນ (digital twin) ຂອງສະຖານທີ່ຂອງຕົນ ແລະ ສາມາດປະຢັດເວລາໄດ້ຢ່າງຫຼວງຫຼາຍ. ພວກເຂົາໄດ້ຍ້າຍເซັນເຊີການກວດສອບບາງຈຸດ ແລະ ປັບຕຳແໜ່ງຫົວເຕີມຂອງພວກເຂົາ ເຊິ່ງໄດ້ກຳຈັດບັນຫາການຊ້າ 18 ນາທີທີ່ເກີດຂຶ້ນທຸກໆຊົ່ວໂມງ ເນື່ອງຈາກອຸປະກອນບໍ່ໄດ້ຈັດຕັ້ງໃຫ້ຖືກຕ້ອງຕາມທີ່ລາຍງານໃນ 'Food Engineering Report' ປີທີ່ຜ່ານມາ. ຕົວເລກກໍສະຫຼຸບສິ່ງນີ້ເຊັ່ນກັນ - ໂຮງງານທີ່ໃຊ້ການຈຳລອງໃນການອອກແບບ ມັກບັນລຸປະສິດທິພາບລະຫວ່າງ 92% ຫາ 97% ໃນທັນທີທີ່ເລີ່ມຜະລິດເຄື່ອງດື່ມທີ່ມີຟອງ.
ການສຶກສາເຄື່ອງມື: ການອອກແບບແຜນຜັງໃໝ່ທີ່ຫຼຸດຜ່ອນເວລາທີ່ບໍ່ສາມາດໃຊ້ງານໄດ້ 22%
ຜູ້ຜະລິດເຄື່ອງດື່ມທີ່ຕັ້ງຢູ່ໃນເຂດ Midwest ໄດ້ປັບປຸງແຜນຜັງໂຮງງານເກົ່າຂອງພວກເຂົາໃໝ່ເມື່ອບໍ່ດົນມານີ້. ແທນທີ່ຈະຈັດຕັ້ງເຂດຕ່າງໆ ແຍກຕ່າງຫາກສຳລັບການລ້າງ, ການເຕີມ, ແລະ ການປິດຝາກ, ພວກເຂົາໄດ້ຈັດເຄື່ອງຈັກເຫຼົ່ານີ້ເຂົ້າກັນເປັນສິ່ງທີ່ເຂົາເອີ້ນວ່າ "ເຊວ (cells)". ການຈັດແບ່ງໃໝ່ນີ້ໄດ້ຫຼຸດລົງເຖິງໄລຍະທີ່ຖັງຕ້ອງເຄື່ອນຍ້າຍລະຫວ່າງຂະບວນການຕ່າງໆ ເຖິງ 41 ແມັດເຕີ ໃນແຕ່ລະການຜະລິດ. ນອກຈາກນີ້, ມັນຍັງເປັນເລື່ອງທີ່ເຫມາະສົມທີ່ຈະແບ່ງປັນສິ່ງຕ່າງໆເຊັ່ນ: ແຖວທໍ່ອາກາດອັດ ແລະ ລະບົບລ້າງຮ່ວມກັນລະຫວ່າງເຄື່ອງຈັກຫຼາຍເຄື່ອງ. ຜົນໄດ້ຮັບ? ການເສຍຫາຍທີ່ບໍ່ຄາດຄິດຂອງເຄື່ອງຈັກຫຼຸດລົງຢ່າງຫຼວງຫຼາຍ - ຈາກການສູນເສຍເວລາປະມານ 14.7 ຊົ່ວໂມງຕໍ່ອາທິດ ເປັນເພີຍງ 11.5 ຊົ່ວໂມງ. ການປ່ຽນຈາກການຜະລິດຜະລິດຕະພັນປະເພດໜຶ່ງໄປອີກປະເພດໜຶ່ງກໍເຮັດໄດ້ໄວຂຶ້ນ, ໂດຍປັບປຸງເວລາການປ່ຽນເຄື່ອງຈັກ (changeover times) ໃຫ້ດີຂຶ້ນປະມານ 15%. ອີກການຕັດສິນໃຈທີ່ດີອີກຢ່າງໜຶ່ງແມ່ນການຕິດຕັ້ງເຄື່ອງມືເຮັດວຽກທີ່ມີຮູບແບບຫົກແຈ້ວທົ່ວທັງໂຮງງານ. ເຄື່ອງມືເຫຼົ່ານີ້ໃຫ້ບຸກຄະລາກອນດູແລຮັກສາສາມາດເຂົ້າເຖິງເຄື່ອງຈັກໄດ້ຢ່າງສົມບູນຈາກທຸກທິດທາງ ໂດຍບໍ່ຮີ້ວຮາງການຜະລິດ. ມັນເປັນເລື່ອງທີ່ດີເດັ່ນຢ່າງແທ້ຈິງ, ເນື່ອງຈາກການລາຍງານເລື່ອງແນວໂນ້ມຂອງອຸດສາຫະກຳເຄື່ອງດື່ມ (Beverage Industry Trends report) ປີທີ່ຜ່ານມາ ໄດ້ລາຍງານວ່າ ປະມານ 4 ໃນ 10 ບໍລິສັດການບັນຈຸເຄື່ອງດື່ມຊັ້ນນຳຂອງໂລກ ໄດ້ເລີ່ມນຳໃຊ້ການອອກແບບທີ່ຄ້າຍຄືກັນນີ້.
ການນຳໃຊ້ການອັດຕະໂນມັດເພື່ອຂະຫຍາຍຂະໜາດແລະຜົນຜະລິດທີ່ສອດຄ່ອງກັນ
ການຫຼຸດຜ່ອນຄວາມປ່ຽນແປງຜ່ານລະບົບການເຕີມແລະການຫໍ່ຫຸ້ມທີ່ອັດຕະໂນມັດ
ເຄື່ອງຈັກເຕີມເຄື່ອງດື່ມທີ່ມີກາຊີນິກໃນປັດຈຸບັນ ມີຄວາມຖືກຕ້ອງໃນການວັດແທກປະລິມານຢູ່ທີ່ປະມານ 0.5% ເນື່ອງຈາກການນຳໃຊ້ວາວທີ່ຂັບເຄື່ອນດ້ວຍເຊີໂວ (servo) ແລະ ລະບົບການຫໍ່ຫຸ້ມທີ່ຄູ່ກັບລະບົບທັດສະນະ (vision-guided). ສິ່ງນີ້ເກືອບຈະກຳຈັດບັນຫາຄວາມບໍ່ສອດຄ່ອງເລັກໆນີ້ທັງໝົດທີ່ເກີດຂຶ້ນເມື່ອຄົນເຮັດວຽກດ້ວຍມື. ເຄື່ອງຈັກເຫຼົ່ານີ້ມີເຊັນເຊີ້ນ້ຳໜັກໃນໂຕ ແລະ ມີລະບົບຊົດເຊີຍຄວາມກົດດັນທີ່ດີເລີດເຮັດວຽກຢູ່ເບື້ອງຫຼັງ. ມັນຮັກສາລະດັບ CO2 ໃຫ້ຢູ່ທີ່ປະມານ 0.2 ກຣາມຕໍ່ລິດເຕີ້ ເຖິງແນວໃດກໍຕາມ ເມື່ອຜະລິດຂວດໄດ້ 24,000 ຂວດຕໍ່ຊົ່ວໂມງຢ່າງຕໍ່ເນື່ອງ. ຈາກການສັງເກດເບິ່ງສິ່ງທີ່ເກີດຂຶ້ນໃນອຸດສາຫະກຳໃນປັດຈຸບັນ, ບໍລິສັດທີ່ປ່ຽນໄປໃຊ້ລະບົບການແບ່ງສ່ວນຢ່າງເຕັມຮູບແບບ (fully automated portioning systems) ມີການຫຼຸດລົງຂອງວັດຖຸດິບທີ່ເສຍໄປປະມານ 18% ເມື່ອທຽບກັບອຸປະກອນເຄິ່ງອັດຕະໂນມັດເກົ່າຂອງພວກເຂົາ. ອີກທັງຍັງມີລະບົບການຕິດຕາມເນື້ອໃນອົກຊີເຈັນທີ່ຖືກລະລາຍ (dissolved oxygen) ໃນແຖວການຜະລິດ (inline monitoring) ເພື່ອຮັກສາໃຫ້ຢູ່ຕ່ຳກວ່າ 2 ສ່ວນຕໍ່ລ້ານ (parts per million) ເພື່ອໃຫ້ທຸກໆລຸ້ນມີລົດຊາດຄືກັນກັບລຸ້ນກ່ອນໆ.
ກໍລະນີສຶກສາ: ແຖວການຜະລິດອັດຕະໂນມັດຢ່າງເຕັມຮູບແບບທີ່ສາມາດຜະລິດໄດ້ 40,000 ຂວດຕໍ່ຊົ່ວໂມງ
ບໍລິສັດເຄື່ອງດື່ມຂອງເອີຣົບແຫ່ງໜຶ່ງໄດ້ເພີ່ມປະລິມານການຜະລິດຢ່າງຫຼວງຫຼາຍ ໂດຍການເຊື່ອມຕໍ່ລະບົບເຕີມຂວດທີ່ມີວາວ 144 ວາວ ແບບລ້ອດຕີ້ (rotary filler) ອັນໃຫຍ່ຫຼວງເຂົ້າກັບເຄື່ອງຈັກຈັດເຂົ້າຕູ້ (robotic palletizers) ທີ່ເຮັດວຽກອັດຕະໂນມັດ ໂດຍໃຊ້ເຕັກໂນໂລຊີ PLC ທີ່ມີຄວາມຫຼາກຫຼາຍ. ເມື່ອການເຕີມແລະການປິດຝາປາກເລີ່ມເຮັດວຽກຮ່ວມກັນໄດ້ຢ່າງເປັນຈິງ (real-time harmony) ເວລາທີ່ເຄື່ອງຈັກຢຸດເຮັດວຽກ (downtime) ລົດລົງປະມານ 30% ແລະເຮັດໃຫ້ປະສິດທິພາບທັງໝົດຂອງອຸປະກອນ (overall equipment effectiveness) ເພີ່ມຂຶ້ນເຖິງ 99.5% ໃນຊ່ວງເວລາທີ່ມີການຜະລິດຢ່າງເຂັ້ມຂົ້ນ. ການວາງແຜນຢ່າງສຸກເສີນ (Smart planning) ກ່ຽວກັບການອັດຕະໂນມັດ ໄດ້ຊ່ວຍໃຫ້ການປ່ຽນແປງລະຫວ່າງປະເພດຜະລິດຕະພັນຕ່າງໆ ເລີວຂຶ້ນປະມານ 25% ເນື່ອງຈາກລະບົບຈັດການສູດ (recipe management systems) ທີ່ດີຂຶ້ນ. ລະບົບນີ້ເຮັດໃຫ້ພວກເຂົາສາມາດຜະລິດທັງແຕ່ແກ້ວນ້ຳ 250 ມລ. ຢ່າງນ້ອຍ ແລະຂວດ PET ປະຫຼາກ 1 ລິດ ຢ່າງໃຫຍ່ ພ້ອມກັນໄດ້ໃນເສັ້ນຜະລິດດຽວກັນ ໂດຍບໍ່ມີການຂັດຂວາງທີ່ສຳຄັນ.
ແນວໂນ້ມ: ການເຕີບໂຕຂອງເຊັນເຊີອັຈລິກ (Smart Sensors) ແລະການບໍາຮຸ້ງທີ່ຄາດການໄດ້ (Predictive Maintenance) ສຳລັບເຄື່ອງເຕີມເຄື່ອງດື່ມທີ່ມີຟອງ (Carbonated Beverage Filling Machines)
ປັດຈຸບັນ, ການຕິດຕັ້ງໃໝ່ຫຼາຍກວ່າ 67% ມີເຊັນເຊີວັດດີງແອນນາລິຊິສ (vibration analysis sensors) ແລະ ເຄື່ອງກວດຈັບການຮັ່ວໄຫຼຂອງ CO2 ໂດຍໃຊ້ແສງອິນຟຣາເຣັດ (infrared CO2 leakage detectors), ໂດຍການວິເຄາະທີ່ເຮັດนาย (predictive analytics) ຊ່ວຍຫຼຸດເວລາການຢຸດເຄື່ອງຢ່າງບໍ່ມີການເຕືອນລ່ວງໆ ໄດ້ 41% (Food Engineering 2023). ເຄື່ອງວັດແທກການໄຫຼທີ່ເຊື່ອມຕໍ່ກັບອິນເຕີເນັດຂອງສິ່ງຂອງ (IoT-enabled flow meters) ໃຊ້ພະລັງງານໃນການຂັບເຄື່ອນປາກຈ່າຍທີ່ສາມາດປັບຄ່າຕົວເອງໄດ້ (self-calibrating nozzles) ເພື່ອປັບຕົວຕາມການປ່ຽນແປງຂອງຄວາມໜືດຂອງນ້ຳເຜິ້ງ (syrup viscosity), ໂດຍຮັກສາຄວາມຖືກຕ້ອງໃນການເຕີມ (fill accuracy) ໃນລະດັບ ±1% ໃນໄລຍະເວລາ 8,000 ຊົ່ວໂມງຂອງການເຮັດວຽກລະຫວ່າງການບໍລິການ.
ການເຮັດໃຫ້ເກີດຄວາມຍືດຫຸ່ນ ແລະ ການປ່ຽນແປງຢ່າງໄວວາເພື່ອຕອບສະໜອງຄວາມຕ້ອງການການຜະລິດທີ່ຫຼາກຫຼາຍ
ການເອົາຊະນະອຸປະສັກໃນການປ່ຽນແປງຮູບແບບຂອງຂວດຢ່າງໄວວາ
ການປ່ຽນຈາກຂວດ PET ຂະໜາດ 250ml ໄປເປັນຂວດແກ້ວຂະໜາດໃຫຍ່ 1 ລິດເຮັດໃຫ້ເກີດບັນຫາຢ່າງຮຸນແຮງຕໍ່ອຸປະກອນການເຕີມເຄື່ອງດື່ມທີ່ມີຟອງ. ອີງຕາມການສຳຫຼວດໃນປີ 2023 ທີ່ດຳເນີນການທົ່ວທັງອຸດສາຫະກຳ, ການປ່ຽນຮູບແບບທີ່ບໍ່ຄາດຄິດເຫຼົ່ານີ້ເຮັດໃຫ້ການຜະລິດຫຼຸດລົງປະມານ 14% ຕໍ່ມື້ ເນື່ອງຈາກເວລາທີ່ໃຊ້ໃນການປັບຄ່າຄືນຂອງເຄື່ອງຈັກ ແລະ ການປັບປຸງດ້ວຍມືທີ່ເປັນເລື່ອງຍາກ. ມີບັນຫາຫຼາຍຢ່າງທີ່ເກີດຂຶ້ນທີ່ນີ້. ສ່ວນທີ່ຈັບຄໍຂອງຂວດບໍ່ເຂົ້າກັນດີ, ຮູເຕົ້ມມີຂະໜາດທີ່ແຕກຕ່າງກັນ, ແລະ ການຮັກສາຄວາມດັນ CO2 ໃຫ້ຄົງທີ່ພາຍໃນຂອບເຂດທີ່ຄັບຄອງ (ບວກຫຼືລົບ 0.2 bar) ເວລາປ່ຽນຮູບແບບນັ້ນເກືອບເປັນໄປບໍ່ໄດ້ໂດຍບໍ່ສົ່ງຜົນຕໍ່ຄຸນນະພາບຂອງຜະລິດຕະພັນທັງດ້ານລົດຊາດ ແລະ ລັກສະນະພາຍນອກ.
ວິທີແກ້ໄຂ: ເຄື່ອງມືປ່ຽນໄດ້ຢ່າງວ່ອງໄວ ແລະ ບໍລິຫານຈັດການດ້ວຍລະບົບຄວບຄຸມດິຈິຕອນ (PLC)
ລະບົບທີ່ມີປະສິດທິພາບສູງສຸດແກ້ໄຂບັນຫາເຫຼົ່ານີ້ດ້ວຍ:
- ເຄື່ອງມືປ່ຽນໄດ້ຢ່າງວ່ອງໄວແບບປະກອບ ທີ່ຫຼຸດເວລາໃນການປ່ຽນຮູບແບບຈາກ 45 ນາທີ ເປັນຕໍ່າກວ່າ 9 ນາທີ
- Programmable Logic Controllers (PLCs) ເກັບຮັກສາການຕັ້ງຄ່າລ່ວງໆໄວ້ຫຼາຍກວ່າ 200 ຊຸດ ເພື່ອເອົາມາໃຊ້ງ່າຍດາຍ
- ເຄື່ອງປິດຝາທີ່ມີຫຼາຍແກນ ແລະ ສາມາດປັບໃຫ້ເຂົ້າກັບຂະໜາດຝາ 12 ຂະໜາດທີ່ນິຍົມໃຊ້ໂດຍບໍ່ຕ້ອງປ່ຽນສ່ວນປະກອບທາງຮ່າງກາຍ
ການສຶກສາເຄື່ອງຈັກໃນປີ 2022 ແສດງໃຫ້ເຫັນວ່າ ເສັ້ນຜະລິດທີ່ເຊື່ອມຕໍ່ກັບ PLC ສາມາດຮັກສາ OEE ໃນລະດັບ 98.4% ໃນເວລາທີ່ເຮັດວຽກທີ່ມີຜະລິດຕະພັນທີ່ແຕກຕ່າງກັນ 8 ປະເພດ
ຜົນກະທົບຕໍ່ຄວາມໄວໃນການຜະລິດ ແລະ ຄວາມສາມາດໃນການຂະຫຍາຍຂະໜາດໃນໄລຍະຍາວ
ການນຳໃຊ້ລະບົບທີ່ມີຄວາມຫຼາກຫຼາຍສາມາດເຮັດໃຫ້ເກີດຜົນປະໂຫຍດທີ່ວັດແທກໄດ້:
| ມິຕິກ | ກ່ອນດໍາເນີນການ | ຫຼັງຈາກດໍາເນີນການ |
|---|---|---|
| ເວລາການປ່ຽນແປງເฉລີ່ຍ | 37 ນາທີ | 7 ນາທີ |
| ຈຳນວນການຜະລິດຕໍ່ອາທິດ | 18 | 34 |
| ຄວາມຈຸການຜະລິດຕໍ່ປີ | 1.2 ລ້ານກ່ອງ | 2.8 ລ້ານກ່ອງ |
ຄວາມສາມາດໃນການຂະຫຍາຍຂອງລະບົບນີ້ຊ່ວຍໃຫ້ຜູ້ຜະລິດສາມາດຈັດການສິນຄ້າທີ່ມີການປ່ຽນແປງຕາມລະດູ (seasonal SKUs) ຮ່ວມກັບສິນຄ້າຫຼັກໂດຍບໍ່ຕ້ອງເພີ່ມແຖວການຕື່ມເຕີມໃໝ່, ໂດຍການອັບເກຣດລະບົບອັດຕະໂນມັດມັກຈະໃຫ້ຜົນຕອບແທນ (ROI) ໃນໄລຍະ 11 ເດືອນ.
ການບັນລຸຄວາມຮ່ວມມືຂອງລະບົບ ແລະ ການປ້ອງກັນລະບົບການຕື່ມເຕີມໃຫ້ທັນສະໄໝໃນອະນາຄົດ
ການຈັດຕັ້ງໃຫ້ປະສິດທິພາບຂອງເຄື່ອງຕື່ມເຕີມສອດຄ່ອງກັບໜ່ວຍທີ່ຢູ່ດ້ານລຸ່ມເພື່ອໃຫ້ໄດ້ປະສິດທິພາບໃນການຜະລິດສູງສຸດ
ການດຶງສຸດຍອດປະສິດທິພາບຈາກເຄື່ອງເຕີມເຄື່ອງດື່ມທີ່ມີຟອງເກີດຂຶ້ນ ແທ້ຈິງແລ້ວແມ່ນຂຶ້ນກັບວ່າຊິ້ນສ່ວນຕ່າງໆເຮັດວຽກຮ່ວມກັນໄດ້ດີປານໃດໃນເວລາດຽວກັນ. ຄວາມໄວຂອງເຄື່ອງເຕີມຕ້ອງເຂົ້າກັນໄດ້ຢ່າງເໝາະສົມກັບຄວາມສາມາດຂອງລະບົບການປິດຝາ ແລະ ຄວາມໄວຂອງເຄື່ອງລາກເຄື່ອງໃນແຖວຜະລິດ. ໃນປັດຈຸບັນ ເຄື່ອງຈັກຜະລິດທີ່ທັນສະໄໝສ່ວນຫຼາຍມີລະບົບຄວບຄຸມ PLC ທີ່ທັນສະໄໝ ເຊິ່ງຊ່ວຍໃຫ້ຜູ້ປະຕິບັດການປັບຄ່າຕັ້ງຕ່າງໆໄດ້ທັນທີເພື່ອຮັກສາການເຄື່ອນໄຫວຢ່າງລຽບລ້ອນ. ຍົກຕົວຢ່າງເຊັນເຊີ: ເຊັນເຊີເຫຼົ່ານີ້ຈະຫຼຸດຈຳນວນເຄື່ອງດື່ມທີ່ເຕີມລົງໃນຂວດເມື່ອເຄື່ອງຕິດສະແຕັກເລີ່ມຊ້າກວ່າເຄື່ອງອື່ນໆ. ສິ່ງນີ້ຊ່ວຍປ້ອງກັນບໍ່ໃຫ້ເກີດການອຸດຕັນຂອງຂວດ ແລະ ຫຼຸດການສູນເສຍຈາກການຫຼືນເຄື່ອງດື່ມ ເຖິງແມ່ນວ່າອາດຈະເຮັດໃຫ້ຄວາມໄວລົດລົງເລັກນ້ອຍໃນໄລຍະທີ່ຄວາມຕ້ອງການສູງສຸດ.
ຈຸດຂໍ້ມູນ: ປະສິດທິພາບເພີ່ມຂຶ້ນ 30% ຈາກຄວາມໄວຂອງແຖວຜະລິດທີ່ເຮັດງານຮ່ວມກັນຢ່າງເປັນເອກະລາດ
ການວິເຄາະໂຮງງານທີ່ປຸ່ມຂວດ 12 ແຫ່ງ ແສດງໃຫ້ເຫັນວ່າ ສິ່ງອຳນວຍຄວາມສະດວກທີ່ມີການປັບຕົວໃຫ້ເຂົ້າກັນໄດ້ຢ່າງດີລະຫວ່າງເຄື່ອງເຕີມແລະເຄື່ອງຫໍ່ຫຸ້ມ ສາມາດຫຼຸດຜ່ອນເວລາທີ່ບໍ່ສາມາດເຮັດວຽກໄດ້ 19% ແລະ ເພີ່ມຜະລິດຕະພັນໄດ້ 30% (Beverage Production Quarterly 2023). ຄວາມດີຂຶ້ນນີ້ເກີດຈາກການຂັບໄລ່ອຸປະສັກທີ່ເກີດຈາກຄວາມແຕກຕ່າງດ້ານຄວາມໄວ ເຊິ່ງກ່ອນໜ້ານີ້ເຮັດໃຫ້ເກີດຈຸດຄັບຄືນ ຫຼື ເຄື່ອງຈັກທີ່ບໍ່ຖືກນຳໃຊ້ຢ່າງເຕັມທີ່.
ການປ້ອງກັນອະນາຄົດດ້ວຍເຄື່ອງເຕີມເຄື່ອງດື່ມທີ່ມີການປັບຕົວໄດ້ (Scalable Carbonated Beverage Filling Machines)
ຜູ້ຜະລິດທົ່ວທັງອຸດສາຫະກຳກຳລັງຫັນໄປໃຊ້ວິທີການອອກແບບແບບມີລັກສະນະເປັນມໍດູນຫຼາຍຂຶ້ນ ເຊິ່ງຊ່ວຍໃຫ້ພວກເຂົາສາມາດຂະຫຍາຍການດຳເນີນງານຢ່າງຄ່ອຍເປັນຄ່ອຍໄປຕາມການຂະຫຍາຍຕົວຂອງຄວາມຕ້ອງການຕະຫຼາດ. ລະບົບນີ້ປະກອບດ້ວຍສ່ວນປະກອບຕ່າງໆ ເຊັ່ນ: ຫົວເຕີມທີ່ສາມາດປ່ຽນໄດ້ ແລະ ການຕັ້ງຄ່າການເຄື່ອນໄຫວຂອງ CO2 ທີ່ສາມາດປັບໄດ້ ເຊິ່ງໝາຍຄວາມວ່າ ແຖວການຜະລິດສາມາດຈັດການກັບຂະໜາດຂອງບໍ່ດົງກັນ ຫຼື ສູດຜະລິດຕະພັນທີ່ແຕກຕ່າງກັນ ໂດຍບໍ່ຈຳເປັນຕ້ອງປ່ຽນແປງທັງໝົດ. ເມື່ອພິຈາລະณาເຖິງສິ່ງທີ່ເກີດຂຶ້ນໃນຂະແໜງການນີ້ໃນປັດຈຸບັນ ບໍລິສັດທີ່ນຳເອົາວິທີທີ່ມີຄວາມຫຼາກຫຼາຍເຫຼົ່ານີ້ໄປໃຊ້ຈະສາມາດປະຢັດຄ່າໃຊ້ຈ່າຍດ້ານອຸປະກອນໄດ້ປະມານ 35 ເຖິງ 40 ເປີເຊັນໃນໄລຍະເວລາໆໜຶ່ງ ເມື່ອທຽບກັບລະບົບດັ້ງເດີມທີ່ຕ້ອງຕິດຕັ້ງອຸປະກອນໃໝ່ທັງໝົດໃນທຸກໆຄັ້ງທີ່ມີການປ່ຽນແປງ.
ຄຳຖາມທີ່ຖາມບໍ່ຍາກ
ຂໍ້ດີຫຼັກຂອງລະບົບການເຕີມທີ່ໃຊ້ຄວາມດັນຕ້ານແມ່ນຫຍັງ?
ລະບົບການເຕີມທີ່ໃຊ້ຄວາມດັນຕ້ານຮັກສາລະດັບ CO2 ໂດຍການດຸນດ່ຽນຄວາມດັນລະຫວ່າງຂວດ ແລະ ຕູ້ເກັບຮັກສາ ເພື່ອຮັກສາຄວາມເຄື່ອນໄຫວ.
ລະບົບເຄື່ອງມືແບບມີລັກສະນະເປັນມໍດູນຊ່ວຍໃຫ້ແຖວການເຕີມມີປະໂຫຍດແນວໃດ?
ເຄື່ອງມືແບບມີລັກສະນະເປັນມໍດູນຫຼຸດເວລາໃນການປ່ຽນຮູບແບບຈາກ 45 ນາທີ ເປັນຕ່ຳກວ່າ 9 ນາທີ ເຊິ່ງເຮັດໃຫ້ມີປະສິດທິພາບ ແລະ ຄວາມຫຼາກຫຼາຍດີຂຶ້ນ.
ເປັນຫຍັງການວາງແຜນເຂດຈຶ່ງມີຄວາມສຳຄັນໃນລະບົບການຜະລິດ?
ການຈັດເຂດເປັນການຈັດຕັ້ງຂະບວນການຜະລິດໃຫ້ຢູ່ໃນເຂດທີ່ມີການອຸທິດເພື່ອຈຸດປະສົງດຽວກັນ ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນການເຄື່ອນຍ້າຍທີ່ບໍ່ຈຳເປັນ ແລະ ເຮັດໃຫ້ປະສິດທິພາບຂອງຂະບວນການຜະລິດດີຂຶ້ນ.
ລະບົບອັດຕະໂນມັດມີບົດບາດໃດໃນແຖວການຜະລິດທີ່ທັນສະໄໝ?
ການອັດຕະໂນມັດຊ່ວຍຫຼຸດຜ່ອນຄວາມແຕກຕ່າງ, ເຮັດໃຫ້ຄວາມຖືກຕ້ອງດີຂຶ້ນ ແລະ ປັບປຸງປະສິດທິພາບທັງໝົດ, ສົ່ງຜົນໃຫ້ຜົນຜະລິດທີ່ສອດຄ່ອງກັນ ແລະ ມີຄວາມສາມາດໃນການຂະຫຍາຍຂະໜາດ.
สารบัญ
- ສ່ວນປະກອບຫຼັກ ແລະ ຄວາມສາມາດໃນການເຮັດວຽກຂອງເຄື່ອງເຕີມເຄື່ອງດື່ມທີ່ມີຟອງ
- ການວາງແຜນການຈັດຕັ້ງທີ່ເປັນຢຸດທະສາດເພື່ອເພີ່ມປະສິດທິພາບຂອງການເຮັດວຽກ
-
ການນຳໃຊ້ການອັດຕະໂນມັດເພື່ອຂະຫຍາຍຂະໜາດແລະຜົນຜະລິດທີ່ສອດຄ່ອງກັນ
- ການຫຼຸດຜ່ອນຄວາມປ່ຽນແປງຜ່ານລະບົບການເຕີມແລະການຫໍ່ຫຸ້ມທີ່ອັດຕະໂນມັດ
- ກໍລະນີສຶກສາ: ແຖວການຜະລິດອັດຕະໂນມັດຢ່າງເຕັມຮູບແບບທີ່ສາມາດຜະລິດໄດ້ 40,000 ຂວດຕໍ່ຊົ່ວໂມງ
- ແນວໂນ້ມ: ການເຕີບໂຕຂອງເຊັນເຊີອັຈລິກ (Smart Sensors) ແລະການບໍາຮຸ້ງທີ່ຄາດການໄດ້ (Predictive Maintenance) ສຳລັບເຄື່ອງເຕີມເຄື່ອງດື່ມທີ່ມີຟອງ (Carbonated Beverage Filling Machines)
- ການເຮັດໃຫ້ເກີດຄວາມຍືດຫຸ່ນ ແລະ ການປ່ຽນແປງຢ່າງໄວວາເພື່ອຕອບສະໜອງຄວາມຕ້ອງການການຜະລິດທີ່ຫຼາກຫຼາຍ
-
ການບັນລຸຄວາມຮ່ວມມືຂອງລະບົບ ແລະ ການປ້ອງກັນລະບົບການຕື່ມເຕີມໃຫ້ທັນສະໄໝໃນອະນາຄົດ
- ການຈັດຕັ້ງໃຫ້ປະສິດທິພາບຂອງເຄື່ອງຕື່ມເຕີມສອດຄ່ອງກັບໜ່ວຍທີ່ຢູ່ດ້ານລຸ່ມເພື່ອໃຫ້ໄດ້ປະສິດທິພາບໃນການຜະລິດສູງສຸດ
- ຈຸດຂໍ້ມູນ: ປະສິດທິພາບເພີ່ມຂຶ້ນ 30% ຈາກຄວາມໄວຂອງແຖວຜະລິດທີ່ເຮັດງານຮ່ວມກັນຢ່າງເປັນເອກະລາດ
- ການປ້ອງກັນອະນາຄົດດ້ວຍເຄື່ອງເຕີມເຄື່ອງດື່ມທີ່ມີການປັບຕົວໄດ້ (Scalable Carbonated Beverage Filling Machines)
- ຄຳຖາມທີ່ຖາມບໍ່ຍາກ



