
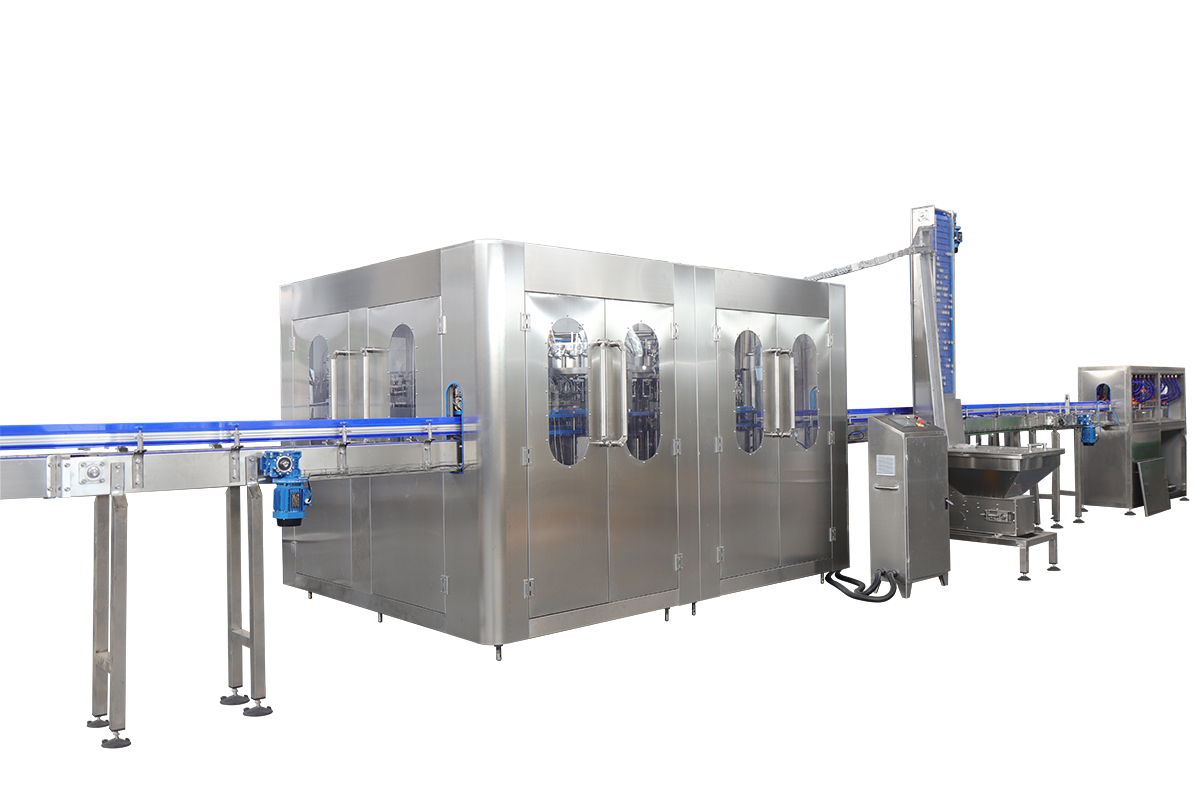
Основні компоненти та функціональність машини для розливу газованих напоїв
Як розлив під протитиском зберігає рівень CO₂
Сучасне обладнання для розливу газованих напоїв використовує технологію розливу під протитиском, щоб підтримувати тиск у межах приблизно 3–5 барів усередині ємності, що запобігає втраті цінного CO₂ під час перекачування рідини. Коли тиск залишається збалансованим між пляшками й великими резервуарами зберігання, виробники зберігають близько 98 % карбонації. Це значно краще, ніж застарілі атмосферні методи, при яких, за даними видання «Beverage Production Quarterly», зберігається лише близько 78 %. Реальна перевага? Напої залишаються такими ж газованими, як і обіцяно, а втрати продукції скорочуються на 12–15 % під час кожного виробничого циклу.
Основні модулі: промивач, розливач, закручувач кришок та інтеграція конвеєра
Кожна високоэффективна лінія розливу включає чотири синхронізовані підсистеми:
- Промивачі високого тиску : Санітизація ємностей за допомогою струменів води при температурі 85 °C
- Обертальні наповнювачі обробляйте 600–800 контейнерів/годину з точністю об’єму ±1,5 %
- Кришкові закручувачі з керованим моментом застосовуйте кришки з моментом затягування 15–25 Н·м для надійного герметичного ущільнення
- Конвеєри з регульованою швидкістю підтримуйте постійну швидкість потоку 2,8–3,2 м/хв
Аналізи в галузі показують, що безперервна інтеграція цих модулів зменшує механічний простої на 40 % порівняно з автономними або роз’єднаними системами.
Впровадження систем контролю якості та виявлення витоків
Сучасні лінії тепер оснащені інтегрованими технологіями забезпечення якості:
| ТЕХНОЛОГІЯ | Функція | Швидкість виявлення дефектів |
|---|---|---|
| Сканери техніки машинного зору | Перевірка правильного положення кришок | 99.7% |
| Лазерні детектори витоків | Контроль втрат тиску | чутливість 0,02 бар/сек |
| Інспектори з рентгенівського контролю | Перевірка рівня наповнення | точність ±0,5 мм |
У поєднанні ці системи зменшують ризики відкликання продукції на 32 % та підтримують втрати продукції нижче 0,1 % протягом стандартної 8-годинної зміни.
Стратегічне планування розташування для максимізації ефективності робочих процесів
Стратегія зонування на основі інтеграції робочих процесів у лініях розливу
Отримання найкращих результатів від обладнання для розливу газованих напоїв залежить насамперед від того, як ми організовуємо різні етапи процесу. Коли виробники розділяють виробничу площу на окремі зони для очищення пляшок, їх наповнення, закручування кришок та контролю якості, це зменшує надмірне переміщення працівників і забезпечує чітку послідовність усіх операцій. За даними дослідження, опублікованого минулого року, така зональна компоновка зменшує «зворотне рухання» стрічкового конвеєра приблизно на третину порівняно з традиційними лінійними схемами — що має велике значення для підтримання стабільного рівня вуглекислого газу в напоях. Розташування станції промивання, розливної машини та закручувача кришок у межах приблизно шести метрів одне від одного значно полегшує перенесення ємностей між етапами. Згідно зі статтею журналу «Beverage Production Journal» за 2023 рік, така конфігурація може збільшити швидкість виробництва майже на 11 відсотків — показник, який з часом суттєво впливає на фінансові результати підприємства для керівників виробничих потужностей.
Використання програмного забезпечення для імітаційного моделювання потоку матеріалів та запобігання вузьким місцям
Усе більше виробників звертаються до програмного забезпечення для тривимірного імітаційного моделювання, такого як FlexSim та AnyLogic, під час проектування своїх виробничих ліній. Ці програми аналізують такі параметри, як кути нахилу конвеєрних стрічок, розташування клапанів наповнювачів та частота розміщення аварійних кнопок зупинки по виробничій площі, щоб виявити потенційні проблемні ділянки. Бутилкова компанія в одному з європейських регіонів фактично значно скоротила витрати часу, створивши цифровий двійник свого підприємства. Вони перенесли деякі датчики контролю та відкоригували положення голівок наповнювачів, що усунуло неприємну затримку тривалістю 18 хвилин щогодини, спричинену неправильним розташуванням обладнання, про що йшлося в звіті Food Engineering минулого року. Ці дані підтверджуються й статистично: підприємства, які використовують імітаційне моделювання на етапі проектування, зазвичай досягають від 92 % до майже 97 % ефективності відразу з початку виробництва газованих напоїв.
Кейс-стаді: перепроектування розташування, що зменшило простої на 22%
Виробник безалкогольних напоїв, розташований у Середньому Заході США, нещодавно повністю переробив план свого старого заводського цеху. Замість окремих зон для ополіскування, наповнення та закривання ємностей вони об’єднали ці машини в так звані «клітини». Таке нове розташування скоротило відстань, яку ємності мають подолати між технологічними операціями, приблизно на 41 метр під час кожного випуску партії продукції. Крім того, стало доцільним спільне використання таких ресурсів, як лінії стисненого повітря та системи очищення, для кількох машин одночасно. Які ж результати? Несподівані відмови обладнання значно зменшилися — втрати часу через них скоротилися з приблизно 14,7 години щотижня до лише 11,5 години. Також прискорився перехід між різними виробничими партіями: час переналагодження покращився приблизно на 15 %. Ще одним розумним рішенням стало встановлення по всьому підприємству робочих місць шестигранної форми. Це забезпечило технічному персоналу повний доступ до обладнання з усіх боків, не перериваючи при цьому виробництво. Насправді це досить вражаюче досягнення, оскільки, за даними звіту «Тенденції в галузі напоїв» за минулий рік, майже чотири з десяти провідних компаній з розливу напоїв уже почали використовувати подібні конструкторські рішення.
Використання автоматизації для масштабування та отримання стабільного виходу
Зниження варіативності за рахунок автоматизованих систем наповнення та упаковки
Сучасні автоматичні лінії розливу газованих напоїв досягають точності об’єму близько 0,5 % завдяки клапанам із сервоприводом та системам упаковки з візуальним керуванням. Це практично повністю усуває всі незначні невідповідності, які раніше виникали при ручному обробленні продукції. У машинах вбудовані датчики ваги, а також досить ефективні системи компенсації тиску, що працюють «за кадром». Вони підтримують рівень CO₂ на рівні приблизно 0,2 грама на літр навіть під час безперервного розливу 24 000 пляшок на годину. Аналізуючи сучасні тенденції в галузі, можна побачити, що компанії, які переходять на повністю автоматизовані системи дозування, скорочують втрати сировини приблизно на 18 % порівняно зі старшим напівавтоматичним обладнанням. Крім того, передбачено також вбудоване моніторингове контролювання розчиненого кисню, що забезпечує його рівень нижче 2 частин на мільйон, тож смак кожного партії залишається таким самим, як і попередньої.
Кейс-стаді: повністю автоматизована лінія, що забезпечує розлив 40 000 пляшок/годину
Одна європейська компанія з виробництва напоїв значно підвищила обсяги виробництва, інтегрувавши величезну роторну розливну систему з 144 клапанами з автоматизованими роботизованими палетоутворювачами за допомогою гнучкої технології програмованих логічних контролерів (PLC). Коли операції розливу та закриття почали працювати у справжньому часі у повній синхронізації, простої скоротилися приблизно на 30 %, а загальна ефективність обладнання (OEE) досягла майже 99,5 % у періоди пікового навантаження. Розумне планування автоматизації дозволило скоротити тривалість зміни між різними типами продукції приблизно на чверть завдяки покращеним системам управління рецептурами. Така конфігурація дозволяє їм одночасно випускати як малі алюмінієві банки об’ємом 250 мл, так і великі ПЕТ-пляшки об’ємом 1 літр на одній і тій самій виробничій лінії без істотних перерв.
Тренд: Зростання використання розумних датчиків та передбачувального технічного обслуговування для машин для розливу газованих напоїв
Зараз понад 67 % нових установок включають датчики аналізу вібрації та інфрачервоні детектори витоку CO₂, а передбачувальна аналітика скорочує незаплановані простої на 41 % («Food Engineering», 2023 р.). Потокові лічильники з підтримкою IoT забезпечують самокалібрувальні форсунки, які автоматично адаптуються до змін в’язкості сиропу, забезпечуючи точність наповнення в межах ±1 % протягом 8 000 годин роботи між технічним обслуговуванням.
Забезпечення гнучкості та швидкої переналагодження для задоволення різноманітних виробничих потреб
Подолання викликів, пов’язаних із швидкою зміною формату пляшок
Заміна 250-мл пляшок із ПЕТ на великі скляні ємності об’ємом 1 л створює справжні проблеми для обладнання для розливу газованих напоїв. Згідно з опитуванням, проведеним у 2023 році в межах галузі, такі неочікувані зміни формату фактично скорочують виробництво приблизно на 14 % щодня через час, необхідний для повторної калібрування машин та виконання трудомістких ручних налаштувань. Тут, по суті, кілька проблем. Захоплювачі горловин просто не підходять, розливні насадки мають різні розміри, а підтримання стабільного тиску CO₂ у вузькому діапазоні ±0,2 бар під час зміни формату практично неможливе без впливу на смак і зовнішній вигляд продукту.
Рішення: швидкозмінне оснащення та програмовані логічні контролери
Найефективніші системи вирішують ці проблеми за допомогою:
- Модульного швидкозмінного оснащення що скорочує час зміни формату з 45 хвилин до менше ніж 9 хвилин
- Програмовні логічні контролери (ПЛК) зберігання понад 200 попередньо налаштованих конфігурацій для миттєвого виклику
- Багатовісні сервоприводні кришкозакручувачі, що адаптуються до 12 поширених розмірів кришок без заміни фізичних деталей
У дослідженні випадку 2022 року було показано, що лінії розливу з інтегрованими ПЛК підтримували рівень ефективності обладнання (OEE) на рівні 98,4 % у змінах, що включали вісім різних варіантів продукції.
Вплив на швидкість випуску та довгострокову масштабованість
Застосування гнучких систем забезпечує вимірні переваги:
| Метричні | До впровадження | Після впровадження |
|---|---|---|
| Середній час переналагодження | 37 хвилин | 7 хвилин |
| Тижневі виробничі запуски | 18 | 34 |
| Річна потужність | 1,2 млн ящиків | 2,8 млн ящиків |
Ця масштабованість дозволяє виробникам керувати сезонними артикулами разом із базовими продуктами, не встановлюючи нові розливні лінії; автоматизаційні оновлення, як правило, забезпечують повернення інвестицій протягом 11 місяців.
Досягнення системної синергії та забезпечення майбутньої стійкості розливної лінії
Узгодження продуктивності розливного обладнання з наступними технологічними одиницями для досягнення оптимальної пропускної здатності
Досягнення максимальної продуктивності при наповненні газованих напоїв залежить від того, наскільки добре окремі компоненти працюють узгоджено й одночасно. Швидкість наповнювача має точно відповідати можливостям системи закручування кришок та швидкості руху конвеєрних стрічок уздовж лінії. Сучасні виробничі лінії, як правило, оснащені сучасними системами керування на основі ПЛК, що дозволяють операторам оперативно коригувати параметри в режимі реального часу, забезпечуючи безперебійну роботу всієї лінії. Наприклад, датчики автоматично зменшують обсяг продукту, що наливається в пляшки, коли етикетувальні машини починають відставати. Це допомагає уникнути неприємних заторів із пляшками та зменшує втрати через розлиття, хоча й може призвести до трохи нижчої продуктивності в періоди пікового навантаження.
Даний показник: підвищення ефективності на 30 % завдяки узгодженню швидкостей лінії
Аналіз 12 розливальних заводів показав, що підприємства, які оптимізували синхронізацію між розливними машинами та упакувальними лініями, зменшили простої на 19 % та збільшили випуск продукції на 30 % («Щоквартальне видання про виробництво напоїв», 2023 р.). Це покращення досягнуто за рахунок усунення розбіжностей у швидкостях, що раніше призводили до вузьких місць або недовикористання обладнання.
Забезпечення майбутньої стійкості за допомогою масштабованих розливальних машин для газованих напоїв
Виробники по всій галузі все частіше звертаються до модульних підходів до проектування, що дозволяє їм поступово розширювати виробничі потужності в міру зростання ринкових потреб. Система включає такі елементи, як замінні наповнювальні голівки та регульовані параметри карбонізації, завдяки чому виробничі лінії можуть обробляти різні розміри тари або склади продуктів без необхідності повної модернізації. Аналізуючи поточну ситуацію в галузі, компанії, що впроваджують такі гнучкі рішення, зазвичай економлять приблизно на 35–40 % витрат на обладнання протягом тривалого часу порівняно з традиційними системами, для яких потрібна повна заміна встановленого обладнання при кожній зміні.
ЧаП
Яка головна перевага систем наповнення за принципом контртиску?
Системи наповнення за принципом контртиску підтримують рівень CO₂ шляхом вирівнювання тиску між пляшками та зберігаючими резервуарами, забезпечуючи таким чином збереження карбонації.
Як модульні інструментальні системи покращують роботу ліній наповнення?
Модульні інструментальні системи скорочують час зміни формату з 45 хвилин до менше ніж 9 хвилин, підвищуючи ефективність та гнучкість.
Чому стратегія зонування є важливою в виробничих процесах?
Зонування організовує виробничі процеси в спеціалізовані зони, що зменшує непотрібні переміщення та підвищує ефективність робочого процесу.
Яку роль відіграють системи автоматизації в сучасних виробничих лініях?
Автоматизація зменшує варіативність, підвищує точність і покращує загальну ефективність, що призводить до стабільного випуску продукції та масштабованості.
Зміст
- Основні компоненти та функціональність машини для розливу газованих напоїв
- Стратегічне планування розташування для максимізації ефективності робочих процесів
- Використання автоматизації для масштабування та отримання стабільного виходу
- Забезпечення гнучкості та швидкої переналагодження для задоволення різноманітних виробничих потреб
-
Досягнення системної синергії та забезпечення майбутньої стійкості розливної лінії
- Узгодження продуктивності розливного обладнання з наступними технологічними одиницями для досягнення оптимальної пропускної здатності
- Даний показник: підвищення ефективності на 30 % завдяки узгодженню швидкостей лінії
- Забезпечення майбутньої стійкості за допомогою масштабованих розливальних машин для газованих напоїв
- ЧаП



