Maintenance and Troubleshooting of Soft Drink Filling Equipment
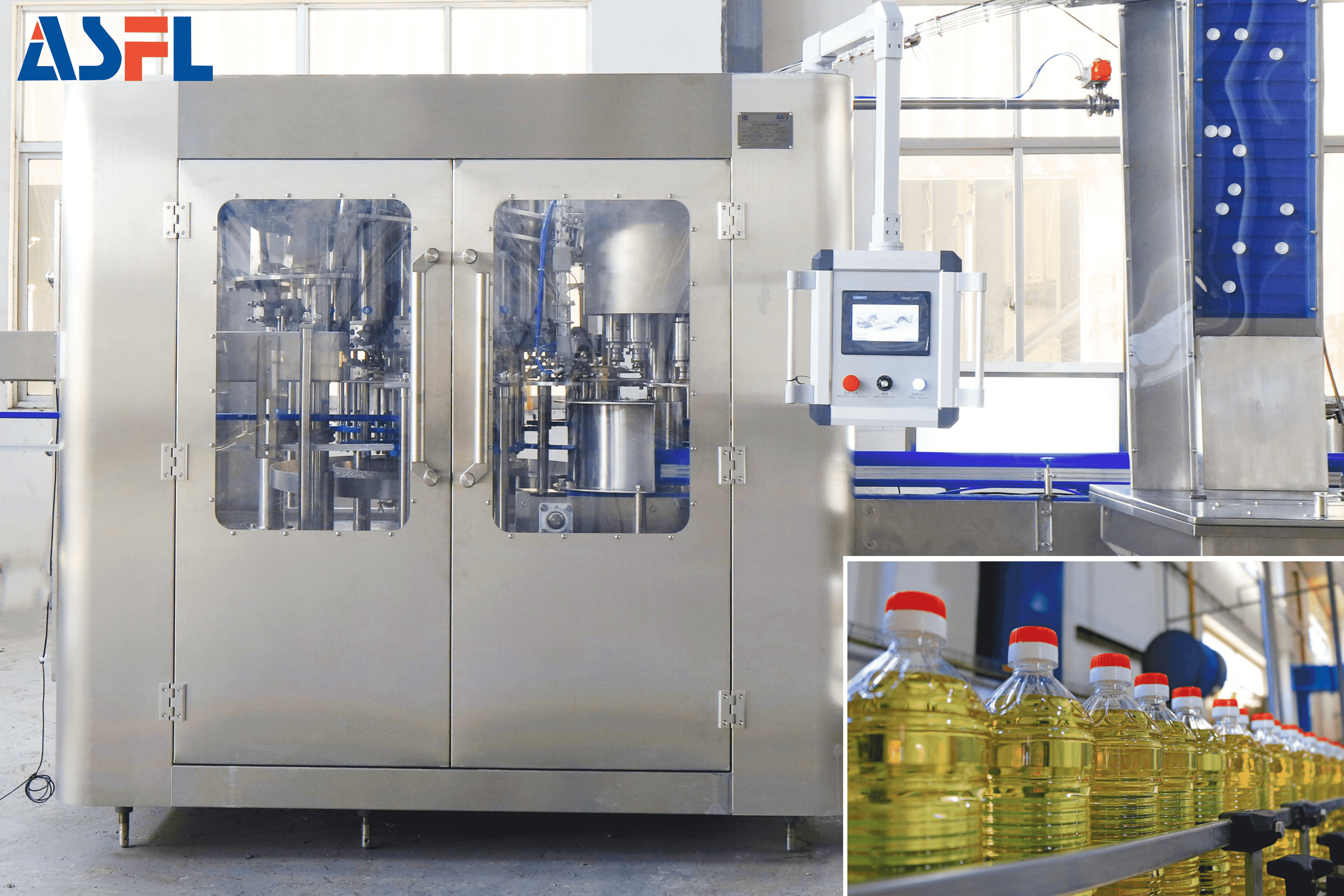
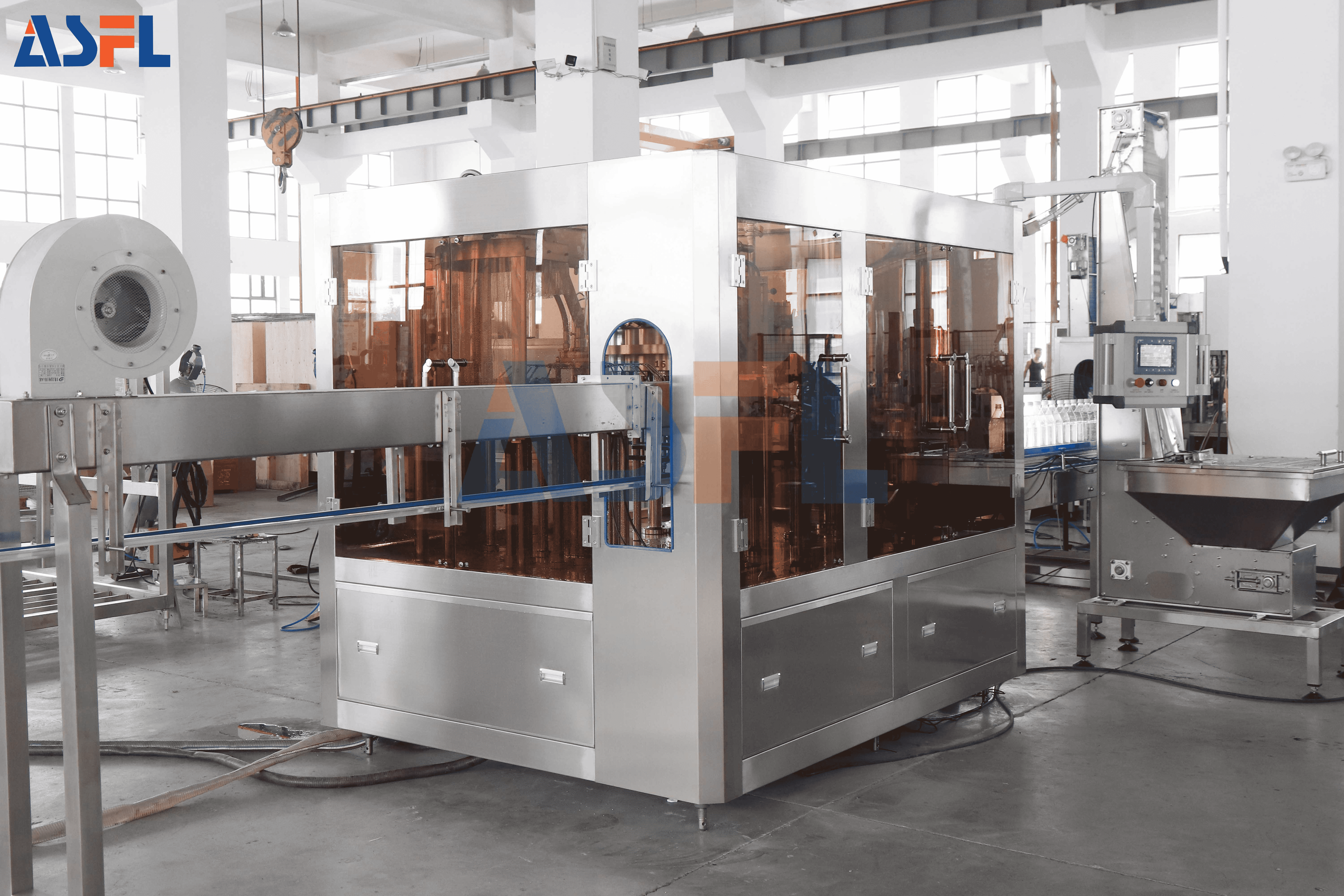
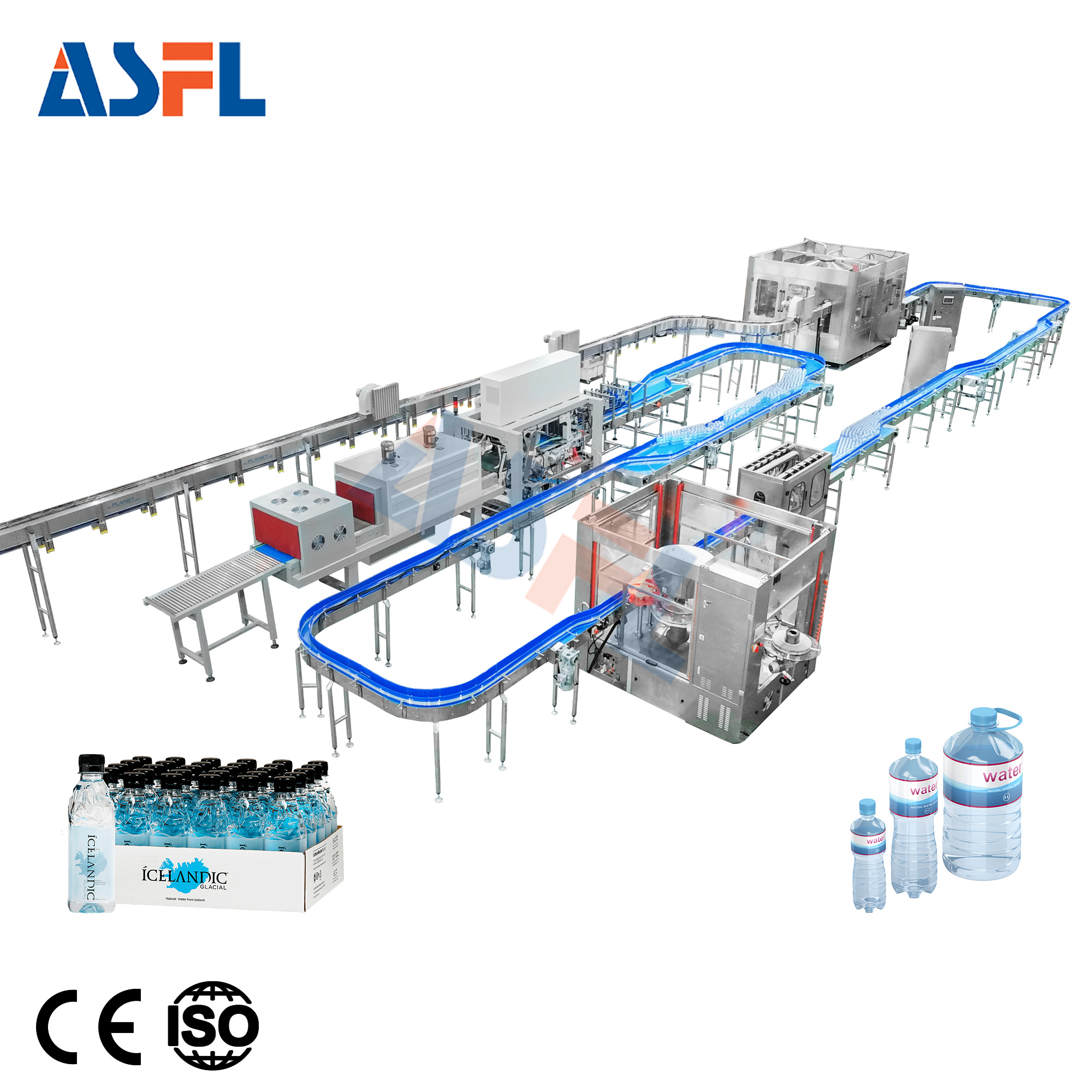
Routine Maintenance Practices for Soft Drink Filling EquipmentDaily Cleaning Protocols for Liquid Bottle Filling MachinesHygienic design is a top priority in beverage production with regards to health regulations and consumer safety. One key dai...
View More